Hva er en wolframstang og hvorfor skiller den seg fra andre metallstenger?
En wolframstang er en solid sylindrisk stang laget av wolfram - et av de sjeldneste og mest eksepsjonelle metalliske elementene i det periodiske systemet. Med det kjemiske symbolet W og atomnummer 74, har wolfram rekorden for det høyeste smeltepunktet for noe rent metall ved omtrent 3422°C (6192°F), noe som gjør det til et uunnværlig materiale i applikasjoner der ekstrem varme, trykk eller slitestyrke kreves. Wolframstenger produseres gjennom en pulvermetallurgisk prosess - wolframpulver komprimeres under høyt trykk, sintres ved svært høye temperaturer og trekkes eller smyges deretter til stavform med nøyaktig kontrollerte diametre og lengder. Resultatet er en tett, dimensjonsstabil stang med egenskaper som ingen andre allment tilgjengelige metaller kan gjenskape i samme spekter av forhold.
Tettheten til wolfram - omtrent 19,3 g/cm³ - er nesten det dobbelte av bly og sammenlignbar med gull, noe som gir wolframstenger eksepsjonell masse i et kompakt tverrsnitt. Denne kombinasjonen av ekstrem tetthet, termisk stabilitet og enestående mekanisk styrke er det som gjør wolframstenger uerstattelige på tvers av sektorer, inkludert romfart, forsvar, elektronikk, sveising, medisinsk strålingsskjerming og presisjonsmaskinering. Å forstå hva wolframstenger er, hvordan de er gradert og hvor de brukes, hjelper ingeniører, innkjøpsspesialister og produsenter med å ta velinformerte materialvalgbeslutninger.
Fysiske og kjemiske egenskaper som definerer wolframstangytelse
Den ekstraordinære ytelsen til wolframstenger i krevende miljøer stammer direkte fra et sett av fysiske og kjemiske egenskaper som er uten parallell blant ingeniørmetaller. Disse egenskapene er ikke tilfeldige - de er et produkt av wolframs unike atomstruktur, som har et kroppssentrert kubisk krystallgitter og eksepsjonelt sterke interatomiske bindinger som motstår termisk og mekanisk forstyrrelse ved temperaturer som vil gjøre flytende eller degradere praktisk talt alle andre strukturelle metaller.
Wolfram har en termisk utvidelseskoeffisient på bare 4,5 × 10⁻⁶/°C, som er ekstremt lav sammenlignet med stål (omtrent 12 × 10⁻⁶/°C) eller kobber (omtrent 17 × 10⁻⁶/°C). Dette betyr at wolframstenger opprettholder dimensjonene sine med bemerkelsesverdig konsistens under varierende termiske belastninger - en kritisk egenskap ved presisjonsverktøy og høytemperaturovnskomponenter der dimensjonsdrift kan kompromittere produktkvaliteten. Den termiske ledningsevnen til wolfram (omtrent 173 W/m·K) er også høy i forhold til smeltepunktet, noe som muliggjør effektiv varmespredning i elektrode- og varmeelementapplikasjoner.
Kjernefysiske egenskaper til wolframstang
| Eiendom | Verdi |
| Smeltepunkt | 3422 °C (6192 °F) |
| Tetthet | 19,3 g/cm³ |
| Strekkstyrke | 500–2000 MPa (varierer etter karakter og behandling) |
| Termisk ledningsevne | 173 W/m·K |
| Koeffisient for termisk ekspansjon | 4,5 x 10⁻6/°C |
| Hardhet (Vickers) | 310–400 HV (ren wolfram) |
| Elektrisk resistivitet | 5,28 x 10⁻8 Ω·m ved 20°C |
Når det gjelder kjemisk motstand, er rene wolframstenger motstandsdyktige mot angrep fra de fleste mineralsyrer ved romtemperatur og påvirkes ikke av flussyre eller salpetersyre individuelt, selv om blandede syrer og oksiderende miljøer ved høye temperaturer kan forårsake overflateoksidasjon. Denne relative kjemiske stabiliteten, kombinert med dens termiske og mekaniske egenskaper, gjør wolframstang til et pålitelig langtidsmateriale i tøffe prosessmiljøer.
Karakterer og legeringsvarianter: Velge riktig type wolframstang
Ikke alle wolframstenger er kjemisk identiske. Mens rene wolframstenger gir det høyeste smeltepunktet og tettheten, har legerte varianter blitt utviklet for å optimalisere spesifikke egenskaper som bearbeidbarhet, duktilitet ved romtemperatur, krypemotstand ved høye temperaturer og sveisbarhet. Å velge riktig karakter er like viktig som å velge riktig diameter og lengde, og avgjørelsen bør alltid være drevet av de spesifikke mekaniske og termiske kravene til den tiltenkte applikasjonen.
Ren wolframstang (W1)
Rene wolframstenger - som vanligvis inneholder 99,95 % eller høyere wolframinnhold - tilbyr det høyeste smeltepunktet, maksimal tetthet og den beste elektriske og termiske ledningsevnen i wolframfamilien. Imidlertid er ren wolfram sprø ved romtemperatur, noe som gjør den utfordrende å maskinere og utsatt for sprekker under mekanisk sjokk. Den brukes først og fremst i høytemperaturovnskomponenter, elektronstråleutstyr, ioneimplantatsystemer og applikasjoner der renhetskrav utelukker bruk av legeringselementer.
Tungsten-Rhenium legeringsstenger (W-Re)
Tilsetning av rhenium (Re) til wolfram i konsentrasjoner som typisk varierer fra 3 % til 26 % forbedrer dramatisk duktiliteten og bearbeidbarheten til legeringen både ved romtemperatur og forhøyede temperaturer. Tungsten-rhenium stenger beholder høytemperaturstyrke over 2000 °C bedre enn ren wolfram, noe som gjør dem til det foretrukne valget for termoelementkapper, rakettdyseinnsatser og strukturelle komponenter i luftfarten som må tåle ekstrem termomekanisk sykling. Tilsetningen av rhenium forbedrer også rekrystalliseringsmotstanden til legeringen, og bevarer mikrostrukturell integritet over flere oppvarmings- og avkjølingssykluser.
Wolfram-lantanoksidstaver (WL10, WL15, WL20)
Lantanoksid (La2O3) tilsetninger i konsentrasjoner på 1 til 2 vekt% forbedrer rekrystalliseringstemperaturen, krypemotstanden og kornstrukturstabiliteten til wolframstaver. WL-seriens stenger er mye brukt i TIG (GTAW) sveiseelektroder, høytemperatur varmeelementer og plasmasprayutstyr. De tilbyr bedre strømbærende kapasitet og lengre levetid sammenlignet med rene wolframelektroder i AC- og DC-sveiseapplikasjoner, og de produserer en stabil, lett initiert lysbue med lavere radioaktivitetsrisiko enn thoriated wolfram-alternativer.
Tungsten tunge legeringsstenger (WNiFe / WNiCu)
Tungsten tunge legeringer (WHA) kombinerer et wolframinnhold på 85%–98% med bindemetaller - oftest nikkel-jern (Ni-Fe) eller nikkel-kobber (Ni-Cu). Disse legeringene er sintret i flytende fase, noe som gir en to-fase mikrostruktur som gir dem langt overlegen bearbeidbarhet og seighet sammenlignet med ren wolfram, samtidig som de beholder tetthetsfordelen. WHA-stenger er standardmaterialet for penetratorer for kinetisk energi, strålingsskjermende stenger, motvekter og presisjonsbalanserende komponenter hvor høy masse i begrenset volum er det primære designkravet.
Primære industrielle anvendelser av wolframstang
Brukslandskapet for wolframstenger er usedvanlig bredt, og spenner over bransjer som har lite annet til felles utover behovet for et materiale som yter pålitelig ved de ytre grensene for temperatur, stråling og mekanisk stress. Hver applikasjon utnytter en distinkt undergruppe av wolframs eiendomsprofil, og forståelsen av disse brukstilfellene bidrar til å illustrere hvorfor wolframstangen forblir kommersielt viktig til tross for den relativt høye kostnaden sammenlignet med vanlige ingeniørmetaller.
- TIG sveiseelektroder: Tungsten stenger - spesielt lantan-dopet og cerierte kvaliteter - er maskinert inn i de ikke-forbrukbare elektrodene som brukes i gass wolfram buesveising (GTAW/TIG). Elektroden må opprettholde en elektrisk lysbue ved temperaturer over 3000°C uten å smelte, og dens geometri påvirker lysbuestabiliteten, sveisestrengprofilen og varmetilførselskontrollen direkte.
- Høytemperaturovnskomponenter: Wolframstenger brukes som varmeelementer, støttedorer og strukturelle komponenter i vakuum- og hydrogenatmosfæreovner som opererer over 2000 °C - temperaturområdet der molybden og grafitt begynner å miste strukturell pålitelighet. Sintringsovner for avansert keramikk, metallpulverbehandling og safirkrystallvekst er avhengig av tungstenstavkomponenter.
- Strålingsskjerming: Det høye atomnummeret og tettheten til wolfram gjør det til et av de mest effektive materialene for å dempe gammastråling og røntgenstråler. Tungsten tunge legeringsstenger brukes i medisinske stråleterapikollimatorer, skjermingsenheter for kjernefysisk industri og bærbare røntgenkildebeholdere som et giftfritt, kompakt alternativ til blyskjerming.
- Luftfart og forsvar: Wolframstenger og varianter av tunge legeringer maskineres til kinetisk energipenetratorer for pansergjennomtrengende prosjektiler, motvekter i flykontrolloverflater og rotorblader, og strukturelle komponenter i rakettfremdriftssystemer som krever både masseeffektivitet og termisk motstand.
- Maskinering av elektrisk utladning (EDM): Tungsten kobber komposittstenger og rene wolframstenger fungerer som EDM-elektroder for presisjonsbearbeiding av herdet verktøystål, superlegeringer og keramiske komponenter. Deres termiske og elektriske egenskaper muliggjør finbearbeiding med minimal elektrodeslitasje.
- Halvleder- og skjermproduksjon: Wolframstenger med ultrahøy renhet brukes i sputteringsmål og ioneimplantasjonskomponenter for halvlederfabrikasjon, der materialrenheten på deler-per-million-nivået direkte påvirker enhetens utbytte og ytelse.
- Medisinsk utstyr og bildebehandling: Wolframstenger maskineres til kollimatorer, skjermingskomponenter og kateterspissmarkører for medisinsk bildebehandling og intervensjonsradiologiutstyr, der biokompatibilitet kombinert med radiopasitet og kompakthet kreves samtidig.
Tungsten Rod spesifikasjoner: Standard dimensjoner og toleranser
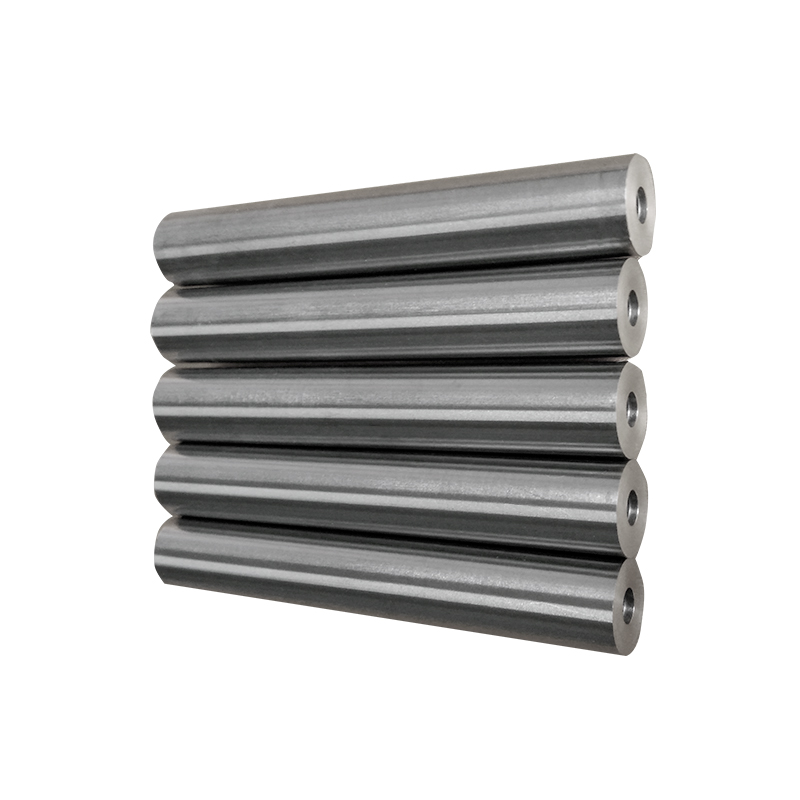
Wolfram stenger er kommersielt tilgjengelig på tvers av et bredt spekter av standard diametre og lengder, selv om tilpassede størrelser kan produseres på bestilling for spesialiserte bruksområder. Standard stangdiametre varierer vanligvis fra så små som 0,5 mm til 100 mm eller større for varianter av tunge legeringer. Lengder leveres vanligvis fra 100 mm til 1000 mm, avhengig av karakter og diameter. Dimensjonstoleranser er tett kontrollert - spesielt for stenger beregnet for maskinering til presisjonskomponenter - og er spesifisert i henhold til internasjonale standarder som ASTM B760 for ren wolframstang og ASTM B777 for tungstenslegeringsstang.

Overflatefinish er en annen viktig spesifikasjonsparameter. Som-sintrede wolframstenger har en grov, mørk oksidoverflate og krever videre bearbeiding - typisk senterløs sliping eller roterende smyging - for å oppnå den jevne, lyse finishen og presise dimensjonsnøyaktigheten som kreves for de fleste sluttbruk. Jordstenger er standard kommersiell form, og tilbyr diametertoleranser typisk i området ±0,02 til ±0,05 mm avhengig av diameterklasse. For de mest krevende bruksområdene som for eksempel halvlederutstyr, er polerte overflatefinisher med strengere toleranser spesifisert og gir en betydelig prispremie i forhold til standard slipt produkt.
Maskinering og håndtering av wolframstang: praktiske hensyn
Arbeid med wolframstang byr på unike utfordringer som krever justeringer til standard maskineringspraksis. Ren wolframs sprøhet ved romtemperatur betyr at den er utsatt for sprekker under store skjærekrefter, vibrasjoner eller termisk sjokk under maskinering. Mesteparten av bearbeiding av wolframstang utføres ved hjelp av karbidverktøy med skarpe skjærekanter, lave skjærehastigheter og høye matehastigheter for å minimere varmeoppbygging ved skjæregrensesnittet. Bruk av kjølevæske er viktig for å forhindre termisk sprekkdannelse, spesielt ved boring eller fresing av små detaljer.
- Bruk karbid eller polykrystallinsk diamant (PCD) verktøy for alle skjære-, dreie- og freseoperasjoner - høyhastighets stålverktøy slites for raskt på hardheten til wolfram og genererer overdreven varme.
- Forvarm ren wolframstang til 200–400°C før bearbeiding for å forbedre duktiliteten og redusere risikoen for sprø brudd, spesielt når du arbeider med grovmasse med større diameter eller utfører avbrutt kutt.
- Unngå skarpe innvendige hjørner i maskinerte egenskaper — spenningskonsentrasjon ved hakk eller skarpe radier kan initiere sprekker under eller etter bearbeiding på grunn av wolframs lave bruddseighet ved romtemperatur.
- Håndter stenger med forsiktighet under lagring og transport — Å miste eller slå wolframstang mot harde overflater kan forårsake indre mikrosprekker som ikke er synlige utvendig, men som vil forplante seg under servicebelastning eller termisk syklus.
- Vurder EDM som et alternativ til konvensjonell maskinering for komplekse geometrier eller svært fine egenskaper — maskinering av elektrisk utladning unngår de mekaniske kreftene som risikerer å bryte sprø wolfram og muliggjør presisjonsformasjon som ville være vanskelig eller umulig med skjæreverktøy.
Hva du skal se etter når du kjøper og kjøper wolframstang
Å skaffe wolframstang fra riktig leverandør er like viktig som å spesifisere riktig kvalitet og dimensjoner. Kvaliteten på wolframstang varierer betydelig avhengig av pulverkvaliteten, sintringsprosesskontroll og nedstrømsbehandling som brukes av produsenten. Rimelige stenger fra leverandører med dårlig prosesskontroll kan inneholde intern porøsitet, inkonsekvent tetthet eller overflatedefekter som forårsaker for tidlig driftssvikt - ofte i applikasjoner der feil har betydelige kostnader eller sikkerhetskonsekvenser.
Når de evaluerer leverandører og kjøper wolframstenger, bør kjøpere vurdere følgende kriterier for å sikre at de mottar et produkt som oppfyller deres tekniske og kommersielle krav konsekvent og pålitelig på lang sikt.
- Be om materialsertifiseringer: En anerkjent leverandør bør gi en mølletestrapport eller samsvarssertifikat som spesifiserer kjemisk sammensetning, tetthet, dimensjonsmålinger og gjeldende standardsamsvar for hvert parti med stang som leveres.
- Bekreft tetthet ved å beregne: Mål vekten og volumet til en prøvestav og beregn den oppnådde tettheten - den bør være på eller over 99 % av teoretisk tetthet (19,3 g/cm³ for ren wolfram) for et godt sintret produkt. Lav tetthet indikerer gjenværende porøsitet som forringer mekanisk og termisk ytelse.
- Bekreft samsvar med gjeldende standarder: Spesifiser ASTM B760 for ren wolframstang eller ASTM B777 for tungstenslegeringsstang i innkjøpsordre, og be om dokumentasjon som bekrefter at det medfølgende produktet er testet og funnet i samsvar.
- Vurder overflatens tilstand ved mottak: Slipte wolframstenger bør komme med en jevn, lys overflate fri for sprekker, groper, sømmer eller langsgående slipemerker som kan fungere som spenningskonsentratorer under maskinering eller service.
- Evaluer ledetider og lagertilgjengelighet: Tungsten stang er ikke en vare som lagerføres mye av generelle metalldistributører – identifiser leverandører med konsistent lager i dine nødvendige kvaliteter og størrelser for å unngå prosjektforsinkelser forårsaket av lang produksjonstid for ikke-standard spesifikasjoner.
Tungsten stang er et førsteklasses ingeniørmateriale som belønner nøye spesifikasjoner, disiplinert innkjøp og dyktig prosessering. Dens uovertrufne kombinasjon av termisk utholdenhet, tetthet, styrke og kjemisk stabilitet fortsetter å gjøre det til det foretrukne materialet uansett hvor konvensjonelle metaller når grensene for ytelsen deres – og den rollen vil neppe avta ettersom industrien går stadig lenger inn i ekstreme driftsmiljøer.