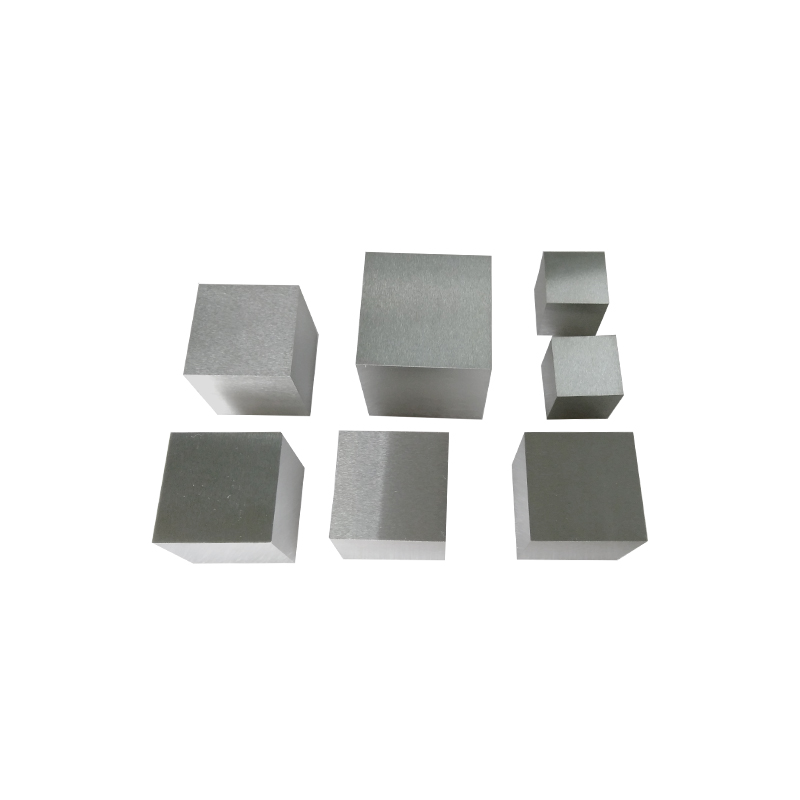
Hva er en Tungsten Alloy Plate?
A wolfram legeringsplate er et flatt, rektangulært produkt laget av en tungmetallkompositt der wolfram er det dominerende elementet, og utgjør typisk mellom 85 og 98 vektprosent av den totale sammensetningen. Det gjenværende innholdet består av bindemetaller - oftest nikkel og jern, eller nikkel og kobber - som tilsettes for å forbedre bearbeidbarheten, duktiliteten og sintringsevnen til materialet. Ren wolfram er ekstremt hard og sprø i sin rå form, noe som gjør det vanskelig å bearbeide det til brukbare former. Tilsetningen av disse bindemetallene forvandler det til et materiale som beholder wolframs eksepsjonelle tetthet og termiske motstand, samtidig som det blir brukbart nok til å bli presisjonsmaskinert til flat plateform.
Tungsten legeringsplater produseres gjennom en pulvermetallurgisk prosess. Wolframpulver blandes med passende bindemetallpulver, kaldpresses til en nesten nettform, og sintres deretter ved temperaturer mellom 1300°C og 1600°C i en ovn med kontrollert atmosfære. Resultatet er en tett, homogen plate med forutsigbare mekaniske egenskaper i hele tverrsnittet. Etter sintring blir plater vanligvis glødet og deretter maskinert til nøyaktige tykkelses- og flathetstoleranser. Det ferdige produktet er preget av sin eksepsjonelle vekt for størrelse, som er den avgjørende praktiske fordelen med wolframlegeringsplater fremfor alternativer som stål eller bly.
Viktige fysiske og mekaniske egenskaper
Grunnen til at wolframlegeringsplater vekker oppmerksomhet i så mange krevende bransjer, kommer ned til en spesifikk klynge av fysiske og mekaniske egenskaper som få andre materialer kan matche samtidig. Å forstå disse egenskapene i konkrete termer bidrar til å klargjøre hvorfor wolframlegering er valgt fremfor alternativer i kritiske applikasjoner.
| Eiendom | Typisk verdi (W-Ni-Fe-legering) | Sammenligning med stål |
| Tetthet | 17,0 – 18,5 g/cm³ | ~2,4× tettere enn stål |
| Strekkstyrke | 700 – 1000 MPa | Kan sammenlignes med legert stål |
| Hardhet (HRC) | 24 – 32 HRC | Ligner herdet verktøystål |
| Smeltepunkt | ~1450 °C (legering) | Lavere enn ren W, høyere enn stål |
| Strålingsdempning | Utmerket (ligner på bly) | Langt overlegen stål |
| Termisk ledningsevne | 60 – 100 W/m·K | Bedre enn de fleste stål |
| Koeffisient for termisk ekspansjon | 4,5 – 5,5 × 10⁻⁶/°C | Lavere enn stål (mer dimensjonsstabilt) |
| Bearbeidbarhet | Bra (med karbidverktøy) | Vanskeligere enn stål |
Tetthetstallet fortjener spesiell vekt. Ved 17 til 18,5 g/cm³ er wolframlegering omtrent 1,7 ganger tettere enn bly og 2,4 ganger tettere enn stål. Dette betyr at for et gitt volum gir en wolframlegeringsplate en masse som ingen andre ikke-radioaktive materialer kan nærme seg i en tilsvarende størrelse. Denne egenskapen er grunnlaget for dens verdi i applikasjoner der maksimal vekt må konsentreres på minimal plass.
Vanlige legeringskvaliteter og -sammensetninger
Tungsten legeringsplater er tilgjengelig i flere standardiserte sammensetninger, hver optimalisert for en annen balanse av egenskaper. De mest brukte systemene er nikkel-jern (W-Ni-Fe) og nikkel-kobber (W-Ni-Cu), med wolframinnhold fra 85 % til 97 %.
W-Ni-Fe (nikkel-jernbindemiddel)
Dette er den vanligste sammensetningen av wolframlegeringsplater og er standardvalget for de fleste strukturelle og ballistiske bruksområder. Jerninnholdet forbedrer den magnetiske permeabiliteten litt og øker hardheten sammenlignet med nikkel-kobberkvaliteter. W-Ni-Fe-legeringer tilbys i wolframkonsentrasjoner på 90 %, 93 %, 95 % og 97 %, med tetthet som øker når wolframinnholdet øker. Disse kvalitetene oppfyller kravene til ASTM B777 Klasse 1 til Klasse 4, som er den primære internasjonale standarden for tungstenslegeringer.
W-Ni-Cu (nikkel-kobber bindemiddel)
Nikkel-kobber-bindelegeringer er ikke-magnetiske, noe som gjør dem til det foretrukne valget i applikasjoner der magnetisk interferens må unngås - for eksempel miljøer for medisinsk bildebehandling eller visse romfartssensorsystemer. W-Ni-Cu-kvaliteter er litt mindre sterke enn tilsvarende W-Ni-Fe-sammensetninger, men deres ikke-magnetiske egenskap er en avgjørende fordel i spesialiserte brukstilfeller. De anses også som mer korrosjonsbestandige i visse kjemiske miljøer.
Høydensitetskarakterer (95 %–97 % W)
Ved 95 % og 97 % wolframinnhold oppnår plater tettheter på 18,0 til 18,5 g/cm³ - det øvre området for hva pulvermetallurgisk sintring kan produsere pålitelig. Disse kvalitetene med ultrahøy tetthet brukes i applikasjoner der hvert ekstra gram masse per volumenhet betyr noe, for eksempel strålingsskjermende kollimatorer, kinetisk energipenetratorkomponenter og presisjonsmotvekter i romfart. De er noe sprøere og vanskeligere å maskinere enn lavere wolframkvaliteter, og krever spesialisert karbidverktøy og nøye skjæreparametere.
Industrielle og forsvarsapplikasjoner
Kombinasjonen av ekstrem tetthet, strålingsskjermingsevne, høy styrke og dimensjonsstabilitet gjør wolframlegeringsplater nyttige på tvers av et overraskende bredt spekter av industrier. Applikasjonene nedenfor representerer de mest betydningsfulle og etablerte bruksområdene.
Strålingsskjerming
Tungsten legeringsplater er mye brukt som strålingsskjerming i medisinske, kjernefysiske og industrielle radiografiapplikasjoner. De gir gamma- og røntgendemping ytelse som kan sammenlignes med bly, men i en brøkdel av volumet - en wolframlegeringsplate som er omtrent 60 % tynnere enn en blyplate med tilsvarende skjermingsytelse. Denne størrelsesfordelen er kritisk i kompakte medisinske enheter som PET-skannere, stråleterapikollimatorer og sprøyteskjold som brukes i nukleærmedisin. I motsetning til bly, er wolframlegering ikke-giftig, stiv og bearbeidbar til presise toleranser, noe som gjør det lettere å integrere i komplekse enhetsgeometrier.
Forsvar og ballistiske applikasjoner
I forsvarsapplikasjoner tjener wolframlegeringsplater som rustningskomponenter, ballistiske barrierer og som råmateriale for kinetisk energipenetratorer. Materialets høye tetthet og hardhet gjør at det kan beseire beskyttende rustning gjennom kinetisk påvirkning ved høye hastigheter. Tungsten-legering har i stor grad erstattet utarmet uran i noen penetratorapplikasjoner på grunn av færre håndterings- og avhendingsforskrifter, samtidig som den leverer utmerket ballistisk ytelse. Plater brukes også som strålebeskyttende innsatser i pansrede kjøretøyer som kan operere i miljøer med radiologiske farer.
Luftfart og luftfart motvekter
Fly og romfartøy krever presis massebalansering for å sikre stabil flyging. Tungsten-legeringsplater maskineres til motvekter for helikopterrotorblader, kontrollerer overflatebalansevekter i fly med faste vinger og vibrasjonsdempende komponenter i romfartsenheter. Den høye tettheten gjør det mulig for ingeniører å oppnå den nødvendige massen innenfor ekstremt trange romkonvolutter – en begrensning som blir kritisk i applikasjoner der hver kubikkcentimeter tilgjengelig plass tas med i designet.
Olje- og gassindustrien
I retningsboreoperasjoner brukes wolframlegeringsplater og -blokker som borekrager og nedihullsverktøykomponenter der det kreves vekt på borkrone i en begrenset diameter. Den høye tettheten av wolframlegering gjør at borere kan legge til betydelig masse til bunnhullsenheten uten å øke den ytre diameteren til verktøystrengen - en viktig fordel når de borer gjennom harde bergformasjoner eller navigerer gjennom foringsrørbegrensninger.
Industriell vibrasjonsdemping og motbalansering
Produksjonsutstyr, presisjonsinstrumenter og roterende maskineri krever ofte tette motvektsmasser for å eliminere vibrasjoner og sikre jevn drift. Tungsten legeringsplater brukes i svinghjul, gyroskoper og balanseringsarmaturer der deres høye tetthet gjør at massen kan plasseres nær rotasjonsaksen, og minimerer rotasjonstregheten samtidig som dempningseffektiviteten maksimeres. Dette er spesielt verdifullt i høyhastighetsspindler, turbiner og CNC-maskinutstyr.
Maskinerings- og fabrikasjonshensyn
Tungsten-legeringsplater kan maskineres ved bruk av konvensjonelt CNC-utstyr, men materialets hardhet og sliteevne krever spesifikke verktøy- og prosessparametere. Det anbefales sterkt å jobbe med en leverandør eller maskineringsverksted som har spesifikk erfaring med wolframlegeringer for å unngå verktøyskader, overflatesprekker eller dimensjonsunøyaktighet.
- Verktøy: Det kreves verktøy i solid karbid eller karbidtupp. Høyhastighets stålverktøy slites raskt og er ikke egnet for bearbeiding av wolframlegering ved produksjonshastigheter.
- Kuttehastigheter: Lavere skjærehastigheter enn for stål anbefales – typisk 40 til 80 m/min for dreiing og fresing – med moderate matehastigheter for å hindre verktøyspåslag.
- Kjølevæske: Oversvømmelseskjølevæske anbefales sterkt for å håndtere varmeoppbygging og forlenge verktøyets levetid. Tørr bearbeiding av wolframlegering fører til rask verktøyslitasje og overflatemisfarging.
- Sliping: Overflatesliping til endelig tykkelse er vanlig for å oppnå flathetstoleranser strammere enn ±0,1 mm. Diamant- eller CBN-slipeskiver brukes til finishoperasjoner.
- EDM (Electrical Discharge Machining): Wire EDM og synker EDM er godt egnet til wolframlegering og kan produsere komplekse profiler og fine egenskaper som er vanskelig å oppnå gjennom konvensjonell skjæring.
Velge riktig Tungsten Alloy Plate for din applikasjon
Å velge riktig kvalitet, tykkelse og finish på wolframlegeringsplaten krever evaluering av flere bruksspesifikke faktorer. Å kjøpe den høyeste tetthetsgraden er ikke alltid det riktige svaret - i noen tilfeller gir en legering med lavere wolframinnhold bedre bearbeidbarhet, seighet eller magnetisk nøytralitet som bedre tjener sluttbruken.
- Definer tetthetskravet ditt: Hvis maksimal masse per volumenhet er hovedmålet, velg en 95 % eller 97 % wolframkvalitet. Hvis bearbeidbarhet og seighet er like viktig, gir en 90 % eller 93 % karakter en bedre total balanse.
- Bekreft magnetiske krav: Applikasjoner nær MR-systemer, sensitivt elektromagnetisk utstyr eller visse romfartssensorer krever W-Ni-Cu ikke-magnetiske karakterer i stedet for standard W-Ni-Fe-sammensetning.
- Spesifiser toleranser for flathet og overflatefinish: Standard sintrede plater kan ha flathetsavvik på ±0,3 mm eller mer. Hvis applikasjonen din krever tettere flathet - for eksempel for presisjonsskjerming eller instrumentering - spesifiser sløyd overflateplater med dokumentert planhetssertifisering.
- Be om materialsertifiseringer: For forsvars-, medisinske og romfartsapplikasjoner, be alltid om en materialtestrapport (MTR) som bekrefter kjemisk sammensetning, tetthetsmålinger og testresultater for mekaniske egenskaper i samsvar med ASTM B777 eller tilsvarende standarder.
- Vurder overflatebehandlingsbehov: Tungsten-legeringsplater er generelt korrosjonsbestandige i omgivelsesmiljøer, men for applikasjoner som involverer langvarig eksponering for fuktighet, syrer eller atmosfærer med høy luftfuktighet, kan strømløs nikkelbelegg eller kjemisk passivering gi ekstra beskyttelse uten å påvirke dimensjonstoleransene vesentlig.
Retningslinjer for sikkerhet og håndtering
Tungstenlegeringsplater er ikke-giftige og ikke-radioaktive, noe som gir dem en betydelig sikkerhetsfordel i forhold til bly og utarmet uran i mange bruksområder. Imidlertid bør sikker håndteringspraksis fortsatt følges, spesielt under maskineringsoperasjoner der fint wolframlegeringsstøv og spon genereres. Wolframstøv er klassifisert som plagsomt støv og bør ikke inhaleres over lengre perioder. Innretninger som bearbeider wolframlegeringer bør sikre tilstrekkelig ventilasjon, bruke passende støvoppsamlingssystemer og gi operatører åndedrettsvern der luftbårne partikkelkonsentrasjoner kan overskride yrkeseksponeringsgrenser. Wolframlegeringsspon og slipeslam bør samles inn og resirkuleres gjennom spesialiserte metallgjenvinningskanaler, både for miljøansvar og fordi wolframs gjenvinningsverdi gjør resirkulering økonomisk verdt.