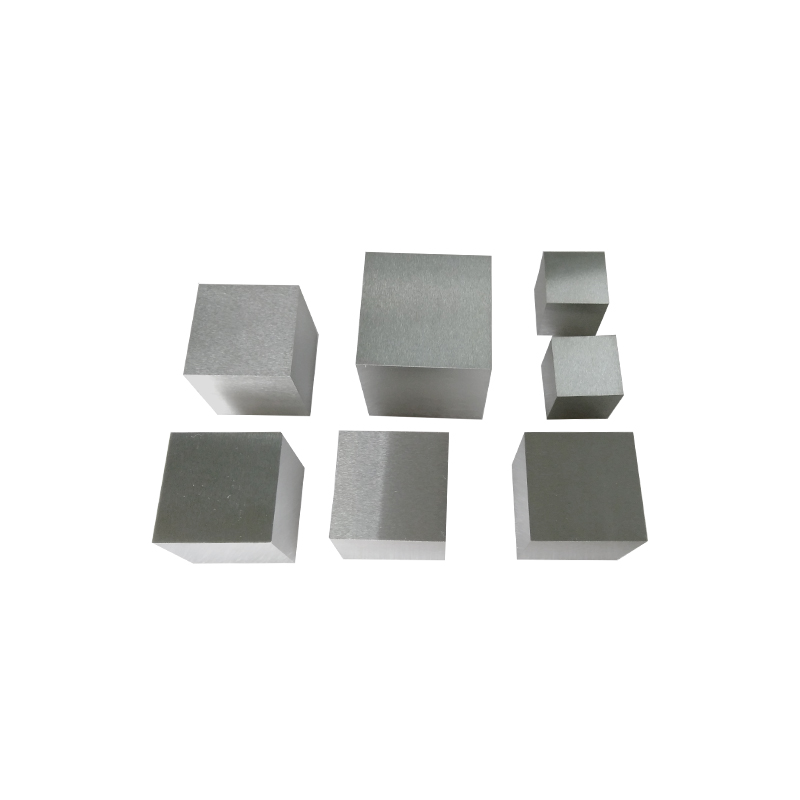
Wolframplater er kritiske komponenter i bransjer som krever materialer med eksepsjonelle Høytemperaturresistens , tetthet , og Mekanisk styrke . Takk til Tungsten's unike egenskaper, feller eksempel dens Høyeste smeltepunkt blant metaller (3422 ° C) og Utmerket strålingsskjerming , Wolframplater finner applikasjoner innen luftfart, elektronikk, medisinsk utstyr og atomreaktorer.
Denne artikkelen fordyper de omfattende produksjons- og behandlingen av trinn som er involvert i å produsere Wolframplater , fra råstoffforberedelse til endelig etterbehandling.
1. Oversikt over wolfram og dens egenskaper
Tungsten (W) er et tett, hardt, sølvhvit metall kjent for:
-
Ekstremt høyt smeltepunkt: 3422 ° C (6192 ° F)
-
Høy tetthet: 19,3 g/cm³ (nær gull)
-
Høy strekkfasthet og hardhet
-
Utmerket motstand mot slitasje og korrosjon
-
God elektrisk og termisk ledningsevne
Disse egenskapene gjør wolframplater ideelle for ekstreme miljøer , men også utfordrende å produsere på grunn av dens hardhet og sprøhet.
2. Råstoffforberedelse
A. Tungstenmalm til wolframpulver
-
Gruvedrift og ekstraksjon: Wolframmalm (hovedsakelig scheelite eller wolframite) blir utvunnet og behandlet for å trekke ut wolframkonsentrat.
-
Kjemisk prosessering: Konsentratet omdannes til wolframtrioksid (WO₃) gjennom steking og kjemisk rensing.
-
Pulverproduksjon: Wo₃ reduseres deretter med hydrogen ved høye temperaturer for å produsere rent wolframpulver.
Tungstenpulver med høy renhet (≥99,95%) er avgjørende for å produsere plater av høy kvalitet.
3. Pulvermetallurgi: Kjerneproduksjonsteknikken
Fordi Tungsten's Ekstrem smeltepunkt gjør konvensjonell smelting og støping upraktisk, Pulvermetallurgi er den primære produksjonsmetoden.
Trinn 1: Pulverforberedelse
-
Tolframpulveret blandes med små mengder tilsetningsstoffer (som nikkel, jern eller kobber) hvis du lager wolframlegeringer.
-
Pulveret må være uniform og fin For å sikre god sintring.
Trinn 2: Komprimering eller trykk
-
Wolframpulver blir komprimert til en "grønn" form under høyt trykk ved bruk av metoder som uniaxial pressing or isostatisk pressing .
-
Pressingen produserer en tett, formet billet eller plate.
Trinn 3: Sintring
-
Den pressede formen gjennomgår sintring Ved temperaturer fra 1400 ° C til 2500 ° C i en kontrollert atmosfære (vanligvis hydrogen eller vakuum) for å binde pulverpartiklene.
-
Sintring forteller materialet, øker mekanisk styrke og reduserer porøsiteten.
4. Varm rulling og smi
Etter sintring er wolfram billet eller plate ofte Hot jobbet For å forbedre tettheten, avgrense kornstruktur og oppnå ønsket tykkelse:
-
Varm smiing: Oppvarmede billetter er smidd for å redusere tykkelsen og forbedre mekaniske egenskaper.
-
Varm rulling: Tolframplaten rulles ved forhøyede temperaturer for å danne en flat plate med ensartet tykkelse og overflatebehandling.
-
Dette trinnet hjelper også Fjern gjenværende porøsitet og forbedrer seg seighet .
På grunn av tungstens sprøhet, krever varmt arbeid presis temperatur og deformasjonskontroll.
5. Maskinering og etterbehandling
Wolframplater krever ofte presisjonsbearbeiding for dimensjoner og overflatebehandling:
-
Sliping og polering: For å oppnå stramme toleranser og glatte overflater, gjennomgår wolframplater overflatesvering og polering.
-
Skjæring: Metoder som lednings EDM, laserskjæring eller kutting av vannjet brukes til å forme platen.
-
Boring og fresing: Maskinering av wolfram krever diamant- eller karbidverktøy på grunn av hardheten.
-
Annealing: Noen ganger er wolframplater glødet etter machining for å lindre indre belastninger.
6. Kvalitetskontroll og testing
Produsenter utfører strenge kvalitetskontroller:
-
Tetthetsmåling: For å sikre at platen oppfyller tetthetsspesifikasjoner.
-
Mikrostrukturanalyse: Bruke mikroskopi for å sjekke kornstørrelse og ensartethet.
-
Mekanisk testing: Hardhet, strekkfasthet og påvirkningsmotstandstester.
-
Overflateinspeksjon: For feil som sprekker, porøsitet eller inneslutninger.
-
Dimensjonal inspeksjon: Bruke CMMS (koordinatmålingsmaskiner) for presisjon.
7. Spesialisert prosessering for wolframlegeringer og belegg
-
Mange wolframplater er legert med elementer som nikkel , stryke , eller kopper for å forbedre maskinbarhet og seighet.
-
Overflatebehandlinger som Kjemisk etsing , elektropolering , eller belegg (f.eks. Nikkelbelegg) kan forbedre korrosjonsmotstanden eller elektriske egenskaper.
8. Miljø- og sikkerhetshensyn
-
Behandling av wolframpulver krever håndtering Fin svevestøv nøye for å unngå inhalasjonsfare.
-
Høytemperatur sintringskrav Spesialiserte ovner med gasskontroll for å forhindre oksidasjon.
-
Avfallshåndtering og resirkulering av wolframskrok er viktig for bærekraft.
9. Søknader som driver produksjonsstandarder
Tolframplater er produsert i henhold til applikasjonsspesifikke standarder:
-
Aerospace: Plater må oppfylle luftfartsgrad og styrkestandarder.
-
Elektronikk: Ultra-flat, polerte wolframplater brukes som varmevasker eller elektroder.
-
Medisinsk: Wolframplater for stråling av stråling krever presis tykkelseskontroll.
-
Kjernefysisk: Strålingsskjermingsplater trenger sertifisering for nøytron- og gamma -demping.
10. Sammendrag av produksjonsprosessen for wolframplate
| Skritt | Beskrivelse | Nøkkelparametere |
| Råstoffforberedelse | Gruvedrift, kjemisk konvertering, pulverproduksjon | Renhet ≥ 99,95%, fin pulverstørrelse |
| Pulverkomprimering | Trykk på wolframpulver i grønne billetter | Høyt trykk uniaxial eller isostatisk pressing |
| Sintring | Høytemperaturbinding under hydrogen eller vakuum | 1400–2500 ° C, kontrollert atmosfære |
| Varmt arbeid | Smiing og rulling for å avgrense struktur og tykkelse | Presis temperaturkontroll, deformasjon |
| Maskinering og etterbehandling | Sliping, skjæring, polering for endelige dimensjoner | Diamant/karbidverktøy, overflatebehandling |
| Kvalitetskontroll | Tetthet, mekaniske, mikrostrukturtester | Streng toleranse sjekker |
Konklusjon
Å produsere wolframplater er en kompleks, flertrinnsprosess Tungt avhengig av pulvermetallurgi og høye temperaturbehandling på grunn av Tungstens eksepsjonelle smeltepunkt og hardhet. Kombinasjonen av pulverkomprimering, sintring, varm arbeid , og Presisjonsmaskinering muliggjør produksjon av plater som oppfyller de krevende behovene til avanserte næringer.
Ved å forstå disse produksjonstrinnene, kan ingeniører og kjøpere bedre spesifisere wolframplater tilpasset applikasjonene sine og sikre den beste balansen mellom kvalitet, ytelse og kostnad.